Introduction
The tobacco industry has witnessed remarkable advancements in recent years, and one such innovation is the integration of vision inspection system into the manufacturing process. These systems employ cutting-edge technology to automate the quality control process, offering a range of benefits that impact both manufacturers and consumers.
The Role of Vision Inspection Systems
The tobacco industry faces various challenges related to maintaining product quality, ensuring regulatory compliance, and meeting consumer expectations. Vision inspection system, powered by cutting-edge technologies such as AI and machine learning, have emerged as indispensable tools in addressing these challenges effectively.
Evolution of Quality Control
Traditionally, quality control in the tobacco industry relied heavily on manual inspection. However, with the increasing demand for precision and efficiency, the industry turned to automated solutions. The evolution of vision inspection systems has transformed the way manufacturers ensure product quality and compliance.
How Vision Inspection Works
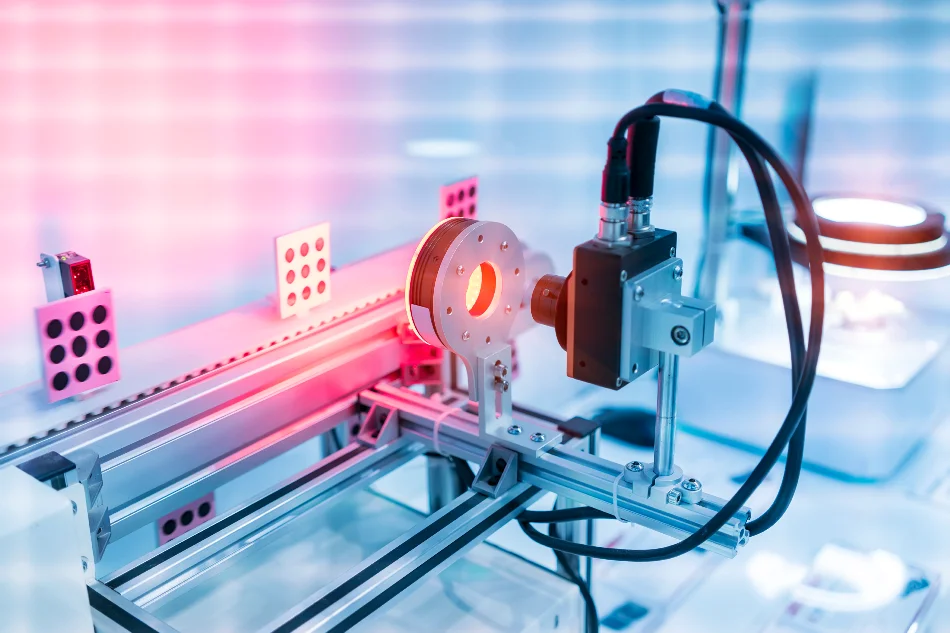
Vision inspection systems utilize high-resolution cameras and sophisticated software algorithms to capture and analyze images of tobacco products at various stages of production. These systems can detect even the slightest defects or deviations from the desired specifications.
Ensuring Quality Control in Manufacturing
Detecting Defects and Irregularities
One of the primary benefits of utilizing vision inspection systems in the tobacco industry is their ability to identify defects and irregularities at high speeds. From discolored leaves to size variations, these systems meticulously analyze each tobacco product, minimizing the chances of faulty products reaching the market.
Monitoring Packaging and Labeling
Vision inspection systems extend their scrutiny beyond the tobacco products themselves. They ensure that packaging materials are intact and labels are accurate, maintaining the overall integrity of the product presentation.
Enhancing Operational Efficiency
Real-time Data Analysis
Vision inspection systems provide real-time data insights, allowing manufacturers to make informed decisions promptly. By capturing and analyzing data during the production process, adjustments can be made on-the-fly, optimizing the entire manufacturing process.
Reduction of Manual Intervention
The automation offered by these systems significantly reduces the need for manual intervention. This not only decreases the likelihood of human errors but also frees up valuable human resources for more strategic tasks.
Regulatory Compliance and Risk Mitigation
Meeting Industry Standards
Compliance with industry standards and regulations is a non-negotiable aspect of the tobacco industry. Vision inspection systems play a pivotal role in ensuring that each product aligns with these stringent requirements.
Preventing Recalls and Fines
By detecting potential issues early in the manufacturing process, vision inspection system help prevent defective products from reaching the market. This proactive approach not only safeguards consumers but also saves manufacturers from costly recalls and fines.
Cost Savings and Improved ROI
Minimized Product Waste
Identifying defects and irregularities early reduces product waste, leading to significant cost savings. Manufacturers can produce more efficiently and utilize resources more effectively.
Optimized Production Processes
With the insights gathered from vision inspection system, manufacturers can optimize their production processes, streamlining workflows, and achieving a higher return on investment.
Addressing Consumer Concerns
Ensuring Product Safety
Consumers are becoming increasingly conscious of product safety. Vision inspection system assure them that the tobacco products they purchase are of the highest quality and free from potential contaminants.
Building Consumer Trust
Transparent quality control processes facilitated by vision inspection system build trust between manufacturers and consumers. This trust translates into brand loyalty and continued business growth.
Integration of AI and Machine Learning
Adaptive Learning Algorithms
Modern vision inspection system incorporate AI and machine learning algorithms that adapt and improve over time. This adaptability ensures that even as production techniques evolve, the system remains effective.
Continuous Improvement
Vision inspection system don’t stagnate; they evolve. As they process more data, their accuracy and efficiency increase, further enhancing their value to manufacturers.
Innovations in Vision Inspection
Technological advancements continue to enhance the capabilities of vision inspection system, enabling them to identify even the most minute irregularities and ensuring unparalleled quality control.
Future Prospects and Industry Trends
Technological Advancements
As technology advances, vision inspection systems are poised to become even more sophisticated, enabling manufacturers to achieve unprecedented levels of quality assurance.
Growing Demand for Automation
The trend towards automation in the tobacco industry is expected to rise as companies recognize the numerous benefits that vision inspection systems bring to the table.
Conclusion
In an industry characterized by rapid changes and stringent standards, vision inspection systems emerge as invaluable tools for manufacturers. From ensuring product quality and safety to driving operational efficiency and compliance, these systems embody the future of quality control in the tobacco industry. Trident Information Systems have designed Vision Intelligence System considering manufacturer’s grievances and how we can push them ahead in the market competition. With a dedicated team of experts, we have managed to accomplish a robust track of accomplishments. You too can implement this Machine Vision System and see the results for yourself. Contact us for further information or a demonstration.
FAQs
- Are vision inspection system only useful for tobacco products? Vision inspection system find applications in various industries beyond tobacco, such as food, pharmaceuticals, and electronics.
- Can vision inspection system adapt to new production methods? Yes, many vision inspection system utilize AI and machine learning to adapt and improve over time, accommodating evolving production techniques.
- Do vision inspection system completely eliminate the need for human oversight? While they greatly reduce the need for manual intervention, human oversight remains important for certain decisions and tasks.
- How do vision inspection system contribute to cost savings? By identifying defects early and optimizing production processes, vision inspection system minimize waste and improve resource utilization.
- What does the future hold for vision inspection in the tobacco industry? The future looks promising, with continuous technological advancements leading to even more advanced and efficient system.