Introduction
In today’s fast-paced world, the packaging and labeling industry faces increasing pressure to ensure product safety, compliance, and efficiency. The rising demand for quality assurance has led to the development and adoption of cutting-edge technologies like Vision Inspection Systems. These advanced systems use sophisticated imaging technology, artificial intelligence, and machine learning algorithms to detect and verify defects in packaging and labeling. This article explores the benefits of incorporating a Vision Inspection System into packaging lines, highlighting its significance in maintaining product quality, regulatory compliance, and brand reputation.
What is a Vision Inspection System?
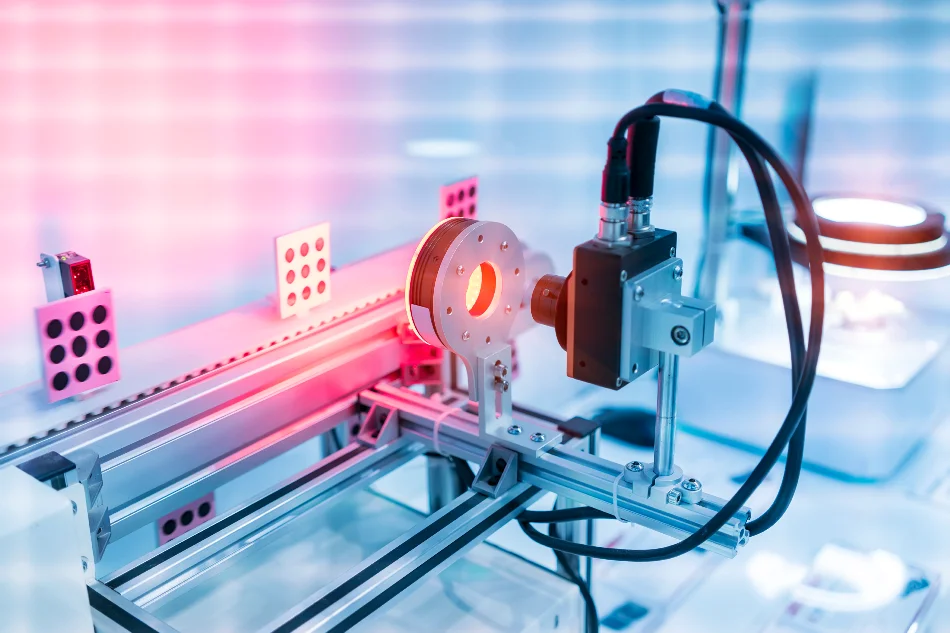
A Vision Inspection System is an automated technology that utilizes cameras and sensors to capture images of products, packaging, and labels during the manufacturing process. The system then processes and analyzes these images to identify defects, inconsistencies, or errors in packaging and labeling. By employing high-resolution cameras and intelligent algorithms, the system can accurately inspect products at high speeds, ensuring a reliable and efficient quality control process.
Importance of Packaging and Labeling Validation
Product Safety and Compliance
Packaging and labeling play a crucial role in ensuring the safety of products. Incorrect labeling or damaged packaging can lead to serious health risks for consumers. Vision Inspection Systems can identify issues such as missing labels, incorrect barcodes, or damaged packaging, ensuring that only safe and compliant products reach the market.
Brand Reputation
A brand’s reputation is closely tied to the quality and consistency of its products. Poorly packaged or mislabeled items can lead to negative customer experiences and damage brand reputation. Vision Inspection Systems help maintain a high standard of packaging, reducing the likelihood of customer complaints and product recalls.
Regulatory Compliance
In various industries, compliance with regulatory standards is mandatory. Vision Inspection Systems aid in meeting these requirements by detecting any non-compliant packaging or labeling elements. This proactive approach ensures that manufacturers adhere to industry regulations and avoid potential legal and financial repercussions.
How Does a Vision Inspection System Work?
Image Acquisition
The process begins with image acquisition, where high-resolution cameras capture images of each product and its packaging as they move along the production line. The system ensures that the images are clear and detailed, allowing for accurate analysis.
Image Processing and Analysis
Once the images are captured, the Vision Inspection System uses advanced image processing algorithms to enhance the clarity of the images and extract relevant information. This step involves noise reduction, image segmentation, and feature extraction.
Defect Detection
The system compares the processed images with pre-defined quality standards and looks for defects, irregularities, or inconsistencies in the packaging and labeling. It can detect defects such as misprints, crooked labels, missing components, or damaged packaging.
Sorting and Rejection
If a defect is identified, the Vision Inspection System triggers an automated sorting mechanism that separates the defective items from the production line. This ensures that only products that meet the required quality standards continue down the line.
Advantages of Vision Inspection Systems for Packaging and Labeling Validation
High Accuracy and Precision
Vision Inspection Systems offer unparalleled accuracy and precision in detecting even the tiniest defects. This level of scrutiny significantly reduces the chances of faulty products reaching consumers.
Increased Efficiency and Cost Savings
By automating the inspection process, Vision Inspection Systems eliminate the need for manual inspections, leading to increased efficiency and cost savings. They can inspect products at high speeds, optimizing the production line and reducing labor costs.
Real-Time Monitoring and Reporting
Vision Inspection Systems provide real-time monitoring and detailed reports of the inspection results. Manufacturers can access valuable data on product quality, defect rates, and overall line performance, enabling them to make data-driven decisions for process improvement.
Minimized Human Errors
Traditional manual inspections are prone to human errors, fatigue, and inconsistencies. Vision Inspection Systems eliminate these concerns, offering a reliable and objective inspection process.
Versatility and Adaptability
Vision Inspection Systems can be programmed to inspect various types of products and packaging formats. They are adaptable to changing production requirements and can be easily integrated into existing packaging lines.
Integrating Vision Inspection Systems into Packaging Lines
Types of Vision Inspection Systems
Vision Inspection Systems come in various types, each designed for specific applications. These include 2D vision systems, 3D vision systems, color vision systems, and thermal vision systems. Manufacturers can choose the system that best suits their unique requirements.
Considerations for Integration
Integrating a Vision Inspection System requires careful planning and consideration. Factors such as product size, speed of production, and required inspection criteria must be taken into account to ensure optimal performance.
Overcoming Challenges
While Vision Inspection Systems offer numerous benefits, they may face challenges such as complex production environments, variations in product appearance, or environmental conditions. However, with proper customization and setup, these challenges can be effectively addressed.
Future Trends in Vision Inspection Systems
Artificial Intelligence and Machine Learning
The integration of artificial intelligence and machine learning algorithms will further enhance the capabilities of Vision Inspection Systems. These technologies enable the system to learn from previous inspections, continuously improving accuracy and adaptability.
3D Vision Technology
The adoption of 3D vision technology allows Vision Inspection System to capture more comprehensive information about the products’ shape and size. This advancement is particularly beneficial for irregularly shaped or complex products.
Robotics and Automation
The integration of robotics and automation into Vision Inspection Systems will revolutionize the packaging and labeling validation process. Robots can handle products, position them for inspection, and even carry out corrective actions.
Common Misconceptions about Vision Inspection Systems
Cost Prohibitive
While some manufacturers may perceive Vision Inspection Systems as expensive, their long-term benefits, including reduced production errors and improved product quality, far outweigh the initial investment.
Complex to Implement and Maintain
Modern Vision Inspection System are designed to be user-friendly and easily integrated into existing production lines. Additionally, they often come with comprehensive maintenance support, ensuring smooth operations.
Limited Applicability
Vision Inspection System can be tailored to suit various industries and product types. From pharmaceuticals to electronics, they offer versatile solutions for different manufacturing environments.
Conclusion
In conclusion, the adoption of a Vision Inspection System in the packaging and labeling validation process brings immense benefits to manufacturers. By ensuring product safety, compliance, and consistency, these systems safeguard brand reputation and consumer trust. The integration of artificial intelligence, 3D vision technology, and automation propels Vision Inspection Systems into the future, where they will continue to play a pivotal role in quality assurance across industries.