Introduction
Camera vision inspection systems, also known as machine vision systems, have redefined the way industries ensure product quality. These systems utilize cameras, optics, and advanced software to inspect and identify defects, anomalies, and deviations in products.
The manufacturing industry has witnessed a seismic shift with the advent of automation and smart technologies. Among these, the Camera Vision Inspection System has emerged as a crucial tool to ensure product quality and process efficiency. This article delves into the benefits and limitations of this advanced system, shedding light on its potential to reshape manufacturing processes.
Understanding Camera Vision Inspection Systems
What are Camera Vision Inspection Systems?
Camera vision inspection systems are sophisticated tools that utilize cameras, image processing software, and algorithms to inspect and analyze products or processes. These systems are designed to identify defects, deviations, and anomalies with a high degree of accuracy.
How Do Camera Vision Inspection Systems Work?
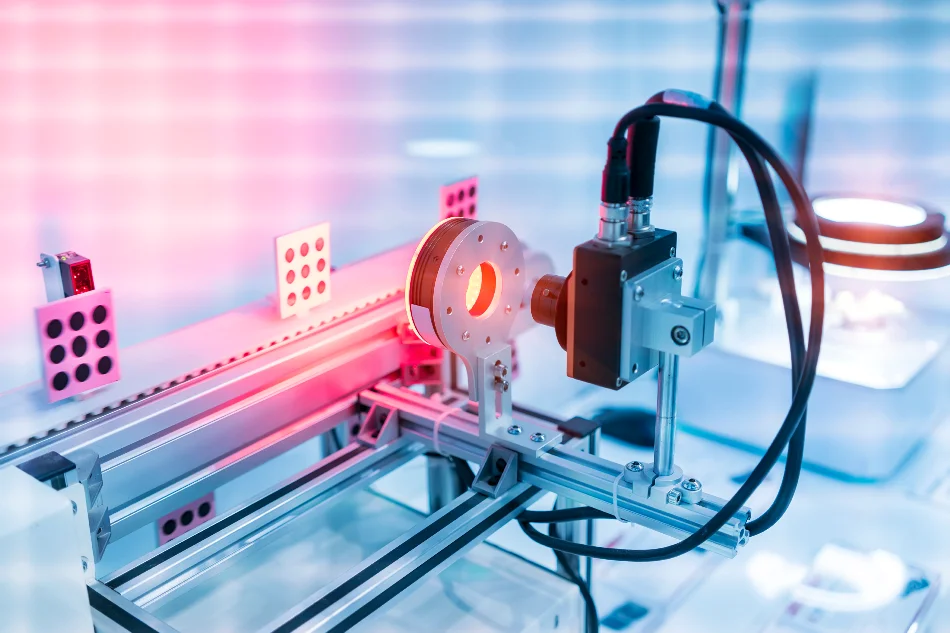
Camera vision inspection systems capture images or videos of items being inspected and analyze them in real-time. The software processes the visual data, comparing it to predefined standards or parameters. If any inconsistencies are detected, the system can trigger alerts, notifications, or actions to rectify the issues.
The Benefits of Using Camera Vision Inspection Systems
Enhanced Quality Control
Camera vision inspection systems offer a level of precision and consistency that human inspection often cannot achieve. This ensures that products meet the highest quality standards, minimizing defects and improving customer satisfaction.
Increased Efficiency
Automating the inspection process reduces the need for manual labor, leading to faster and more efficient production lines. This increased speed can result in higher output while maintaining product quality.
Cost Savings
By catching defects early in the production process, camera vision inspection systems prevent costly rework or product recalls. This translates to significant cost savings for manufacturers.
Non-Invasive Inspection
Camera vision systems can inspect products without physically touching them, making them ideal for delicate or sensitive items. This non-invasive approach reduces the risk of damage during inspection.
Data Collection and Analysis
These systems generate a wealth of data that can be analyzed to identify trends, improve processes, and optimize product design. This data-driven approach can lead to continuous improvement and innovation.
24/7 Operation
Camera vision inspection systems can operate around the clock, providing continuous monitoring without breaks. This is especially valuable in industries that require uninterrupted production.
Limitations of Camera Vision Inspection Systems
Complexity
Implementing and maintaining camera vision inspection systems can be complex and require specialized knowledge. This can lead to higher upfront costs and ongoing technical challenges.
Lack of Flexibility
Camera vision systems are designed to detect specific defects based on pre-programmed algorithms. Adapting the system to identify new or evolving defects may require significant adjustments.
Environmental Factors
External factors such as lighting conditions, dust, and debris can affect the accuracy of camera vision systems. Ensuring consistent environmental conditions can be challenging.
False Positives and Negatives
Camera vision systems may occasionally produce false positive or false negative results. This can lead to unnecessary production halts or defective products slipping through.
Initial Investment
Setting up a camera vision inspection system requires a substantial initial investment in equipment, software, and training. Smaller businesses may find this cost prohibitive.
Applications of Camera Vision Inspection Systems
Manufacturing
In manufacturing, camera vision systems are used for quality assurance, detecting defects in products such as electronics, textiles, and machinery components.
Pharmaceuticals
Pharmaceutical companies employ camera vision inspection to ensure the accuracy of labeling, verify fill levels, and identify contaminants in medications.
Food and Beverage
The food and beverage industry benefits from camera vision systems for quality control, sorting products based on color, size, and shape, while also identifying foreign objects.
Automotive
Camera vision inspection is crucial in automotive manufacturing to check for imperfections in vehicle components and ensure they meet safety and quality standards.
Factors to Consider When Implementing a Camera Vision Inspection System
System Requirements
Clearly define the requirements for your inspection system, considering factors such as speed, resolution, and the type of defects you need to detect.
Lighting Conditions
Ensure consistent and appropriate lighting conditions for accurate image capture and analysis.
Integration with Existing Systems
Consider how the camera vision system will integrate with your current production processes and systems.
Maintenance and Support
Plan for regular maintenance and ensure access to technical support to keep the system running smoothly.
Future Trends in Camera Vision Inspection Systems
As technology continues to evolve, camera vision inspection systems are likely to become even more sophisticated. We can anticipate advancements in object recognition, AI-driven analysis, and integration with other emerging technologies.
Conclusion
In conclusion, camera vision inspection systems offer a multitude of benefits, ranging from enhanced quality control and efficiency to cost savings and data-driven insights. However, these systems also come with limitations, such as complexity, lack of flexibility, and potential inaccuracies. When considering the adoption of a camera vision inspection system, businesses should weigh the advantages against the drawbacks and assess their specific needs. For further inquiries or a demo, you can Contact Trident Information Systems.
FAQs
1. Are camera vision inspection systems suitable for all industries?
Camera vision inspection systems are versatile and can be applied to various industries, including manufacturing, automotive, pharmaceuticals, and more.
2. Can camera vision systems adapt to changes in production?
While camera vision systems can be reprogrammed, significant changes may require adjustments that could impact production timelines.
3. How can businesses address false positives from camera vision systems?
Regular system calibration, software updates, and fine-tuning can help minimize false positives in camera vision inspection systems.
4. What’s the lifespan of a camera vision system?
The lifespan of a camera vision system depends on factors such as usage, maintenance, and technological advancements. On average, these systems can remain effective for several years.
5. Are camera vision inspection systems a replacement for human inspectors?
Camera vision systems complement human inspection but may not entirely replace it, especially for tasks that require human judgment and discretion.