The automotive industry is at the forefront of technological advancements, and one area where it has made significant strides is in the use of vision inspection for defect detection and classification. Vision inspection systems, powered by artificial intelligence and computer vision, have become indispensable tools in ensuring the quality and safety of vehicles. In this article, we will explore how vision inspection is revolutionizing defect detection and classification in the automotive sector.
The Need for Vision Inspection Systems in Automotive Manufacturing
Ensuring the safety and reliability of vehicles is paramount in the automotive industry. Even minor defects or deviations in manufacturing processes can have serious consequences, including costly recalls, damaged brand reputation, and, most importantly, compromised safety for consumers.
Traditional inspection methods, while effective to some extent, are often time-consuming, prone to human error, and incapable of handling the complexity of modern automobile components.
How Vision Inspection Systems Works
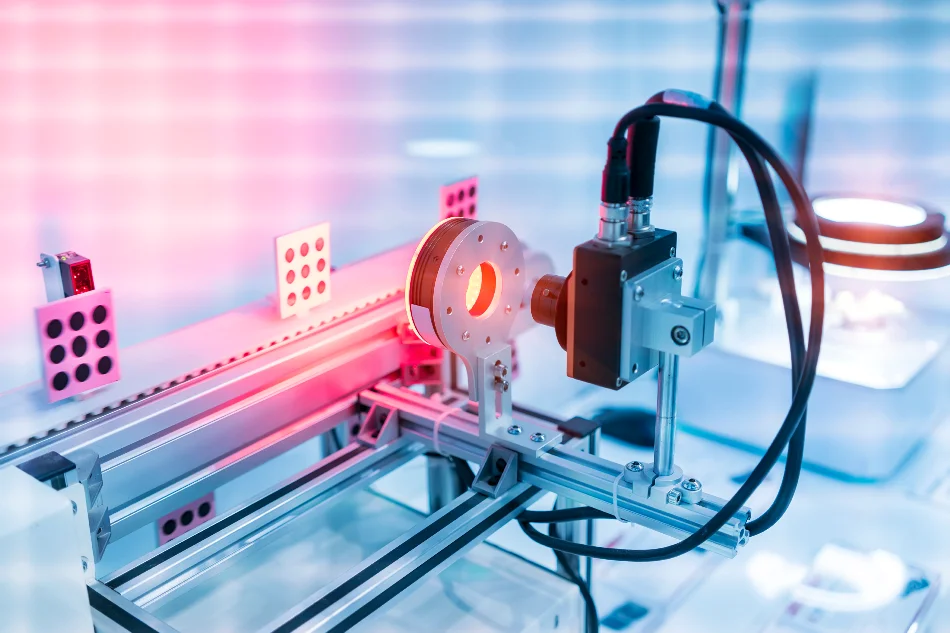
Vision inspection systems employ cameras, sensors, and sophisticated software to analyze and interpret images of automotive components and assemblies. The process involves several key steps:
Image Acquisition
High-resolution cameras capture images of various parts, components, or the entire vehicle during different stages of production.
Image Processing
Advanced algorithms process the images to identify anomalies, defects, or irregularities. This step often involves edge detection, pattern recognition, and image enhancement.
Defect Detection
The system compares the captured images to predefined quality standards and identifies any discrepancies or defects. These can range from surface imperfections to misaligned parts.
Defect Classification
Detected defects are categorized based on predefined criteria, which helps in determining the severity of the issue and the appropriate course of action.
Data Logging and Analysis
All inspection data is logged and analyzed, providing manufacturers with valuable insights for process optimization and quality improvement.
Advantages of Vision Inspection Systems in the Automotive Industry
Precision and Consistency
Vision inspection systems are capable of detecting defects with high precision and consistency, reducing the likelihood of human error.
Speed and Efficiency
These systems can inspect components at high speeds, ensuring that production lines remain efficient without compromising accuracy.
24/7 Operation
Vision inspection systems can operate continuously, providing around-the-clock quality control.
Reduced Production Costs
Early defect detection leads to lower production costs by minimizing rework and reducing waste.
Data-Driven Decision Making
The data collected by these systems can be analyzed to optimize manufacturing processes and improve overall product quality.
Real-World Applications
Vision inspection systems are used in various aspects of automotive manufacturing, including:
Paint Inspection
Ensuring the evenness of paint application and detecting any surface imperfections.
Weld Inspection
Verifying the quality of welds on critical components for structural integrity.
Assembly Verification
Confirming the correct assembly of parts, such as engine components or electronics.
Component Inspection
Detecting defects in individual components like sensors, connectors, and circuit boards.
Quality Control in Autonomous Vehicles
Ensuring that the sensors and cameras used in autonomous vehicles are defect-free for safe operation.
Challenges and Future Developments
While vision inspection has made tremendous progress, challenges remain. The automotive industry’s adoption of artificial intelligence and machine learning is expected to grow, enabling even more sophisticated defect detection and classification.
Challenges like handling reflective surfaces, adapting to evolving production techniques, and integrating vision systems seamlessly into existing manufacturing processes will continue to be areas of focus for researchers and engineers.
Conclusion
In conclusion, vision inspection has become a cornerstone of quality control in the automotive industry. Its precision, speed, and efficiency make it an invaluable tool for detecting and classifying defects, ultimately contributing to safer and higher-quality vehicles on the road. As technology continues to advance, vision inspection systems will play an increasingly vital role in automotive manufacturing, shaping the industry’s future. As the automobile manufacturing industry becomes increasingly competitive, Trident’s Vision Intelligence System can help manufacturers stay ahead of the curve and meet customer demands for high-quality products.Post