Introduction
In the world of manufacturing, quality is king. Every product that rolls off the production line must meet stringent quality standards to ensure customer satisfaction and avoid costly recalls. Traditionally, defect detection relied heavily on human inspection, which, while effective to a degree, is prone to errors and inconsistencies. Enter computer vision systems, a technological marvel that is transforming the landscape of quality control in manufacturing. But what exactly is computer vision, and how is it revolutionizing defect detection?
Overview of Defect Detection in Manufacturing
Defect detection in manufacturing is a critical process that ensures products meet quality standards before reaching customers. Traditionally, this process relied on human inspectors who would visually examine products for flaws.
Importance of Quality Control
Quality control is vital for maintaining product standards, ensuring customer satisfaction, and avoiding costly recalls. Effective quality control helps manufacturers maintain a competitive edge and build customer trust.
What is Computer Vision Systems?
Definition and Basic Principles
Computer vision systems is an AI technology that enables machines to interpret and analyze visual information from the real world. It involves processing images or videos to identify objects, patterns, and anomalies.
Historical Context and Evolution
The concept of computer vision dates back to the 1960s, but significant advancements have been made in recent years. These advancements have expanded its applications across various industries, including manufacturing.
The Role of Quality Control in Manufacturing
Why Quality Control is Critical
Quality control ensures that products meet specific standards, reducing defects and increasing customer satisfaction. It helps manufacturers maintain brand reputation and comply with regulatory requirements.
Traditional Methods of Defect Detection
Traditional defect detection methods include manual inspections and sampling, which are labor-intensive and prone to human error. These methods often struggle to keep up with high-speed production lines and complex products.
The Rise of Computer Vision Systems in Manufacturing
Early Applications and Developments
Initially, computer vision was used for simple tasks like checking for missing components. Over time, its applications have expanded to include complex defect detection and quality assurance.
Transition from Traditional to Automated Systems
The shift from manual to automated quality control has been driven by the need for greater accuracy and efficiency. Computer vision systems now play a crucial role in ensuring consistent product quality at high speeds.
How Computer Vision Works in Defect Detection
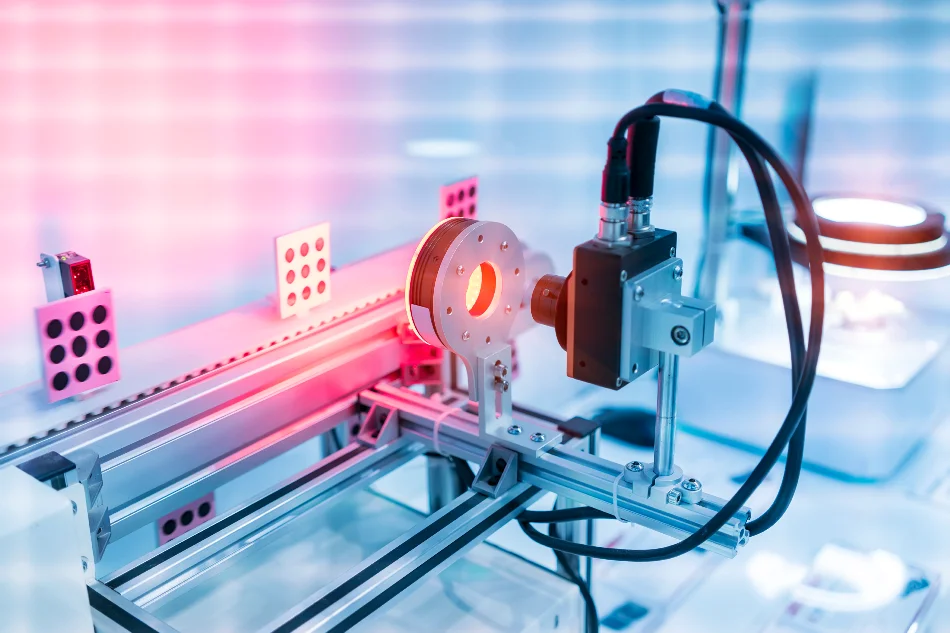
Basic Components of a Computer Vision System
A typical computer vision system includes cameras for capturing images, sensors for detecting changes, and software for analyzing the visual data.
Key Technologies: Cameras, Sensors, and Algorithms
Modern computer vision systems use high-resolution cameras, advanced sensors, and sophisticated algorithms to detect even the smallest defects in real-time.
Benefits of Computer Vision in Manufacturing
Increased Accuracy and Consistency
Computer vision systems offer unparalleled accuracy, detecting defects with a precision that surpasses human capabilities. This consistency ensures that every product meets quality standards.
Cost Savings and Efficiency Improvements
By automating the defect detection process, manufacturers can reduce labor costs and minimize waste. This leads to significant cost savings and improves overall production efficiency.
Common Defects Identified by Computer Vision
Surface Defects
Computer vision can identify surface defects such as scratches, dents, and discoloration, which can affect the aesthetic and functional quality of the product.
Dimensional Errors
These systems can detect variations in size and shape that deviate from specifications, ensuring that products fit and function as intended.
Assembly Inconsistencies
Computer vision can identify missing components, misalignments, and other assembly issues that could compromise product integrity and performance.
Types of Computer Vision Systems for Quality Control
2D and 3D Vision Systems
2D vision systems are ideal for detecting surface-level defects, while 3D vision systems provide a more comprehensive analysis by creating a three-dimensional model of the product.
Machine Learning and AI Integration
Integrating machine learning and AI allows computer vision systems to continually improve their defect detection capabilities by learning from new data and identifying subtle anomalies.
Case Studies: Computer Vision in Action
Automotive Industry
In the automotive industry, computer vision is used to inspect paint jobs, check for assembly errors, and ensure that every vehicle meets stringent safety and quality standards.
Electronics Manufacturing
In electronics manufacturing, computer vision systems inspect circuit boards and components to detect defects that could lead to malfunctions or failures.
Food and Beverage Production
In food and beverage production, computer vision helps maintain product quality by checking for packaging defects, contamination, and consistency.
Challenges and Limitations
Technical Challenges in Implementation
Implementing computer vision systems requires significant technical expertise and infrastructure, which can be a barrier for some manufacturers.
Cost and Integration Issues
The initial cost of computer vision systems can be high, and integrating these systems with existing manufacturing processes can be complex and time-consuming.
Future Trends in Computer Vision for Manufacturing
AI Advancements and Predictive Analytics
Advancements in AI will further enhance the capabilities of computer vision systems, enabling predictive analytics to anticipate and prevent defects before they occur.
Integration with IoT and Smart Manufacturing
The integration of computer vision with IoT and smart manufacturing will create more connected and efficient production environments, allowing for real-time monitoring and control.
How to Implement Computer Vision in Your Manufacturing Process
Steps to Assess and Plan Implementation
Start by evaluating your current processes to identify areas where computer vision can add value. Develop a clear plan for implementation, considering the specific needs and challenges of your production line.
Choosing the Right Technology and Vendor
Select the right computer vision technology based on your requirements and budget. Partner with a reputable vendor who can provide the expertise and support needed for successful implementation.
Impact on Workforce and Skills
Changes in Job Roles and Responsibilities
The adoption of computer vision will shift some job roles from manual inspection to system maintenance and data analysis, requiring new skills and expertise.
Training and Development Needs
To stay competitive, workers will need training in new technologies and processes. Investing in ongoing education and development will help ensure a smooth transition to automated quality control.
Ethical and Privacy Considerations
Data Handling and Security Concerns
Computer vision systems handle large amounts of data, raising concerns about data security and privacy. It’s crucial to implement robust data protection measures to safeguard sensitive information.
Ensuring Fair and Unbiased Systems
To ensure fairness, computer vision systems must be designed and implemented without bias, treating all data subjects equally and adhering to ethical standards.
Conclusion
Recap of Key Points
Computer vision is transforming quality control in manufacturing, offering unmatched accuracy and efficiency in defect detection. By automating inspection processes, manufacturers can maintain high product standards and reduce costs.
Future Outlook for Computer Vision in Manufacturing
As technology continues to evolve, computer vision will become an integral part of manufacturing, driving further improvements in quality control and operational efficiency.
Lastly, if you are looking for a reliable implementation partner, you may as well contact Trident Information Systems. Experience the power of Trident’s Visual Intelligence Systems firsthand. Don’t miss out on the incredible benefits they bring. Contact Trident today for a demo and see how these innovative solutions can transform your business. Also, stay updated by following our LinkedIn page for more insights. Join us as we lead the way in automotive innovation.
FAQs
1 What is computer vision in manufacturing?
Computer vision in manufacturing involves using AI technology to enable machines to analyze visual information and detect defects, ensuring quality control.
2 How does computer vision improve quality control?
Computer vision improves quality control by providing precise, real-time inspection of products, reducing the likelihood of defects and ensuring higher standards of quality.
3 What are the common defects detected by computer vision?
Common defects detected by computer vision include surface imperfections, dimensional errors, and assembly inconsistencies that could affect the product’s functionality or appearance.
4 How can I implement computer vision in my manufacturing process?
To implement computer vision, assess your current processes, choose the right technology, and collaborate with experts to integrate the system smoothly into your existing workflow.
5 What is the future of computer vision in manufacturing?
The future of computer vision in manufacturing involves advancements in AI, integration with IoT, and increased use of predictive analytics to further enhance quality control and operational efficiency.